Потребни се различни рогови за заварување за различни предмети за заварување, без разлика на заварувањето во близина на теренот или заварувањето преку пренос, само ултразвучните рогови со должина на половина бран можат да ја постигнат максималната амплитуда на крајното лице на заварувањето.Ултразвучни рогови, достапни со и без амплитуда.Ултразвучните машини за заварување на пластика прават ултразвучни рогови користејќи ултразвучни принципи.
Ултразвучниот дизајн на калапот не е толку едноставен како неговиот изглед, кога користите неправилно обработен или неприлагоден рог за заварување, ќе предизвика скапи загуби на вашето производство - ќе го уништи ефектот на заварување или уште посериозно директно ќе доведе до оштетување на трансдуцерот или генератор.Ултразвучниот дизајн на калапот бара многу специјализирани знаења и вештини - како да се осигурате дека рогот за заварување може да работи економично?Како да се осигураме дека калапот за заварување може ефективно да ги пренесе механичките вибрации конвертирани од трансдуцерот на работното парче, нашите инженери целосно ја разгледаа секоја врска.
Рогот за заварување е многу важен дел во опремата за ултразвучно заварување на пластика, а неговиот дизајн е директно поврзан со квалитетот на заварувањето.Спојот за заварување со ленти е поделен на неколку еднакви елементи со разумно пробивање, и секој елемент може да се третира како сложена скалеста рога.Равенката на фреквенцијата на елементот на заварувачкиот спој е добиена со методот на преносна матрица, што дава теоретска основа за дизајнирање на спојката за пробивање на лента.

Експерименталните резултати покажуваат дека измерената фреквенција и дизајнираната фреквенција се добри за спојката за заварување на ленти дизајнирана со оваа равенка.Овој метод на дизајнирање има очигледно физичко значење, едноставна пресметка и е многу погоден за инженерски дизајн.Дополнително, влијанието на бројот на отворот, ширината на отворот и должината на отворот врз големината на главата за заварување може лесно да се пресмета со користење на овој метод, кој исто така обезбедува теоретска основа за оптимизацискиот дизајн на рогот за заварување.
Опремата за ултразвучно заварување на пластика генерално се состои од ултразвучно напојување, систем за ултразвучни вибрации и механизам за притисок, а системот за ултразвучни вибрации е составен од ултразвучен трансдуктор, засилувач и рог за заварување.Ултразвучниот трансдуктор и рог се генерално дизајнирани да резонираат на одредена фреквенција и не треба да ги менуваат различните делови за заварување, а рогот за заварување треба да биде специјално дизајниран според обликот на деловите за заварување.Доброто или лошото на неговиот дизајн е директно поврзано со квалитетот на заварувањето, па затоа е многу важен дел во опремата за заварување.
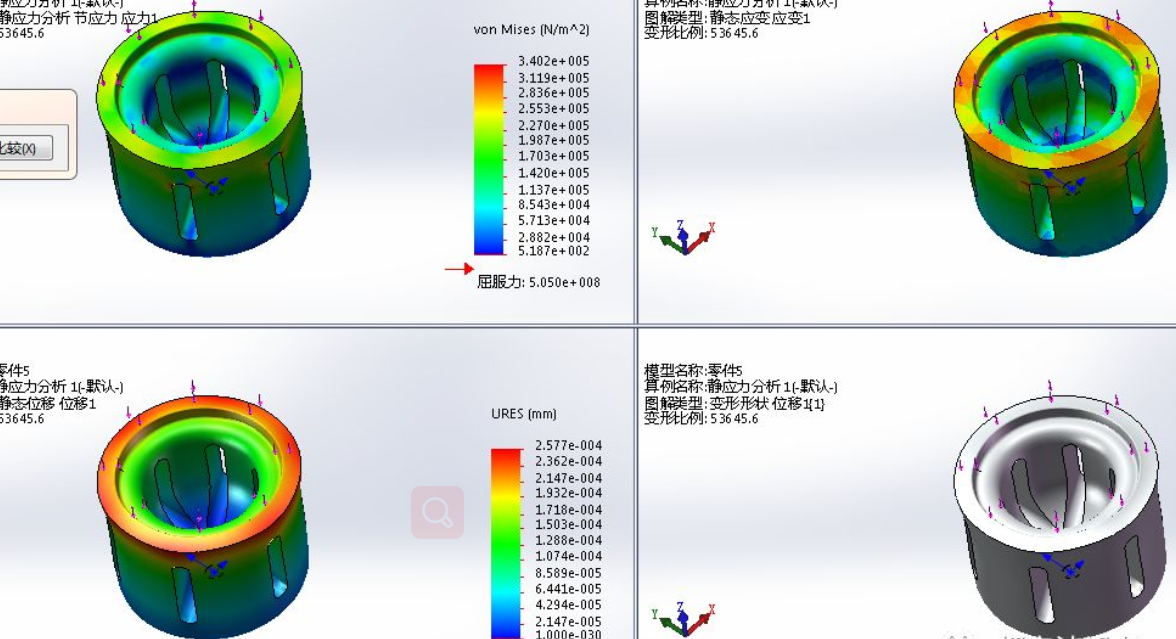
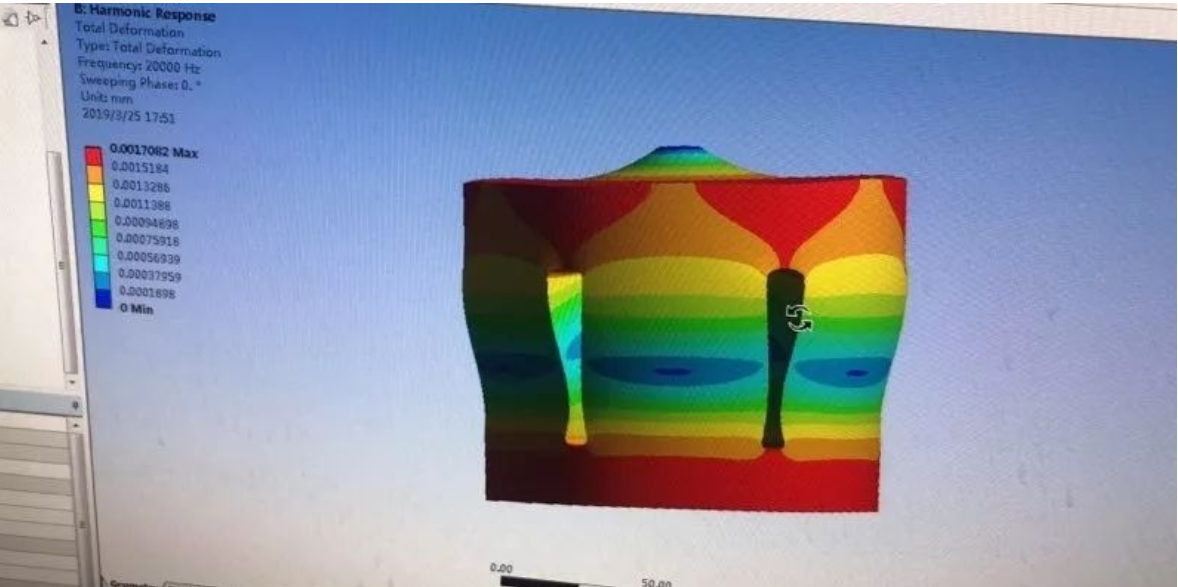
За големи делови за заварување, потребен им е рог за заварување со голема големина, а неговата големина понекогаш е блиску или повеќе од една бранова должина на надолжен бран, тогаш рогот за заварување ќе произведе сериозни попречни вибрации, што ќе резултира со нерамномерна распределба на поместувањето на неговата површина на зрачење.Со цел да се добие задоволителна распределба на амплитудата, беа изнесени некои методи, како што се отворот, отворот на процепот, додавањето дополнителен еластомер и секундарниот дизајн.
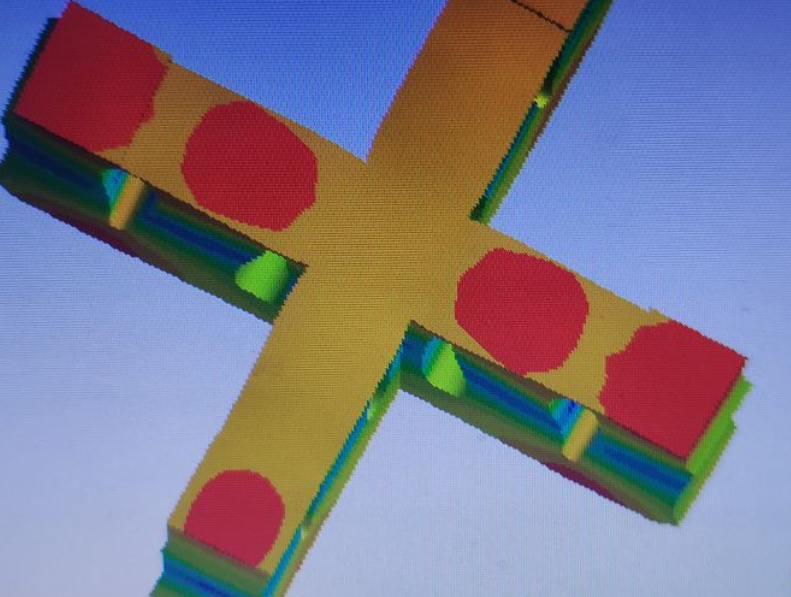
Вибрациите се контролираат, меѓу кои најчесто се користи методот за симулирање на попречни вибрации на заварувачките споеви.Поради сложеноста на обликот, тешко е да се добие строго аналитичко решение за заварувачките споеви со дупчиња, така што за анализирање на овие проблеми почесто се користат нумерички пресметковни методи како Ansys методот.Според претходните студии, нумеричкиот метод е посоодветен за подоцнежниот оптимизациски дизајн на заварувачките споеви и нема предност во проценката на големината и зачестеноста на заварувачките споеви во почетната фаза на дизајнирање.Со цел да се обезбедат подобри резултати од оптимизацијата, многу е важно да се процени големината на структурата која грубо може да ги исполни барањата за дизајнирање, па затоа е од практично значење да се проучува теоријата на дизајн на заварувачки споеви со големи димензии со конфигурација на жлебови.

Поделениот жлеб по анализата на вибрациите на главата за заварување со лента, главата за заварување може да се подели на телото на крајната единица и средната единица ќелија, користејќи го методот на привидна еластичност и методот на еквивалентни далноводи, должината на четирите различни единици е дадена соодветно и насока на равенката со висок степен на фреквенција, равенката на фреквенцијата може да се користи за дизајнирање на глава за заварување со долги шипки, но процесот на дизајнирање е комплициран, Изборот на некои параметри зависи од искуството и не е погоден за инженерска примена.Во овој труд, спојот за заварување со ленти е поделен на неколку еднакви елементи со разумно процепување, а равенката на фреквенцијата на елементот на заварувачкиот спој е добиена со методот на преносна матрица, што дава теоретска основа за дизајнот на спојката за заварување на ленти.Дизајнот има едноставна теоретска пресметка и очигледно физичко значење, што обезбедува едноставен и изводлив метод за инженерски дизајн на спој за заварување на ленти.
Време на објавување: Мар-16-2022 година