Во последните вести, беше предложен и потврден со експерименти метод на дизајнирање на ултразвучен пластичен заварувачки спој со ленти со големи димензии.Прво, рогот за заварување со ленти е разумно поделен на неколку единици, така што дизајнот на рогот за заварување со дупчиња со сложена структура се трансформира во дизајн на едноставна единица за рог за заварување.Потоа заедничкиот елемент се споредува со полубрановиот осцилатор со еднаков дел земајќи ги предвид вибрациите на спојката.Равенката на фреквенцијата на спојницата се добива со користење на концептот на еквивалентна механичка импеданса.
Конечно, со користење на равенката беше проучено влијанието на бројот на процепите, ширината на отворот и должината на отворот врз карактеристиките на вибрациите на заварувачките споеви.Според овој метод, беа дизајнирани и обработени неколку групи на жлебови со големи димензии.Експерименталните резултати покажуваат дека измерените и теоретските вредности на фреквенцијата на резонанца на заварените споеви се во добра согласност.
Како што е прикажано на сликата подолу.Должината, ширината и дебелината на рогот за заварување се L, B и T соодветно.Претпоставете ја оската z како насока на возбудување на трансдуцерот.На работната фреквенција, правоаголниот спој за заварување ќе произведе надолжни вибрации од прв ред во насока Z.За спојниците за заварување со ленти, L≥2T, B и L може да се споредат, така што попречните вибрации на заварувачките споеви во насока X може да се игнорираат.
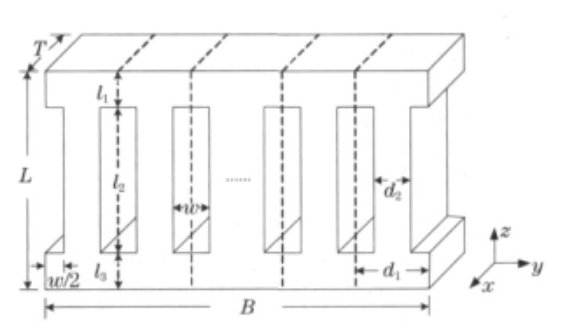
Бидејќи попречната вибрација во насока y има големо влијание врз надолжната вибрација, таа обично се симулира со процепи.Сигната за заварување е поделена на (n+1) единици со рамномерно отворање n отвори во насока Y.Ширината и должината на секој отвор се W и L2 соодветно, а отворите се одвоени од влезните и излезните краеви на роговите за заварување l1 и L3 соодветно.За да се осигура дека секоја единица е целосно еднаква, треба да се отворат жлебови со ширина W /2 на двата краја на попречната рога за заварување.Така, секоја единица за мувла за заварување е сложена трапезоидна рог со правоаголен пресек.Под претпоставка дека ширината на двата краја и во средината на секоја единица е D1 и D2, може да се види од горенаведеното: L= L1 + L2 +L3
Поради истата шема помеѓу елементите, излезната амплитуда на заварот исто така ќе ја вибрира шемата, а кога ќе се комбинира, ултразвучниот рог исто така ќе ја има оваа шема, така што дизајнот на ултразвучниот калап ќе биде поедноставен на дизајнот на кој било елемент.Покрај тоа, таа е релативно униформа.Со цел ефикасно да се потиснат попречните вибрации и да се осигура дека рогот за заварување има фиксна вкочанетост, ширината на единицата на рогата за заварување поделена со жлебот е генерално внатре!/ 8 ~!/ 4 (! Дали е брановата должина на режимот на надолжна вибрација од прв ред на рогот за заварување), а идеалната ширина на отворот е околу!/ 25 ~!/20[7], бројот на жлебови на заварувачките споеви може да се определи според горенаведените критериуми.Бидејќи ширината на единицата на рогот за заварување генерално не надминува!PI /4, така што може приближно да се анализира со еднодимензионална теорија.Секоја единица за заварување во единицата 1 може да се смета дека се состои од три правоаголни еквисекциони прачки.
Алуминиумска легура 7075 (Јанг-модул E=7,17*1010N/M2 густина ρ=2820kg/m3, Поасонов сооднос V =0,34) е избрана за рог за заварување.Равенките (1) ~ (3) и (6) беа користени за пресметување на бројот n, должината L2 и ширината W на различни слотови.Кога резонантната должина L на рогот за заварување на ленти се менува со ширината B, резонантната должина L на рогата за заварување на ленти се менува со ширината B. Пресметаната резонантна фреквенција f=20kHz, L1=L3 за едноставност.Кога должината и ширината на отворот се константни, резонантната должина се менува со ширината на рогот на заварот кога бројот на отворот е различен.L2 =60mm, W =10mm.Како што може да се види од Сл.2, за рогот за заварување со дупчиња прикажан на Сл.1, должината на резонанца од прв ред е помала од онаа на рогот за заварување без дупчиња пресметана според еднодимензионалната теорија (126 mm), а должината на резонантната рога за заварување се зголемува со зголемувањето на ширината на рогот за заварување, но зголемувањето постепено се намалува.Дополнително, кога резонантната фреквенција и ширината на заварот се константни, резонантната должина на заварот се намалува со зголемувањето на бројот на процепот.
Покрај тоа, три заварени споеви со различна дебелина беа обработени со алуминиумска легура 7075 (ист материјал како погоре).Дадена е дебелината Т на овие три заварени споеви и измерената фреквенција на хармониски вибрации FM.Кога дебелината на рогот за заварување е помала од една четвртина од брановата должина (тука е 63 mm), отстапувањето помеѓу измерената фреквенција и дизајнерската фреквенција е помала од 2%, што може да ги задоволи барањата на инженерските апликации.
Ултразвучниот пластичен заварувачки спој со долга лента беше разумно поделен на неколку еднакви елементи и равенката на фреквенцијата на зглобниот елемент беше изведена со методот на преносна матрица.Ако се познати ширината и количината и големината на отворот, равенката може да се користи за практично дизајнирање на спојката на лентата, со што се обезбедува теоретска основа за дизајнот на спојката на лентата.Овој труд, исто така, го анализира влијанието на бројот на отворот, ширината и должината на отворот врз големината на заварувачкиот спој преку примери.Може да се види дека овој метод има одредено влијание и врз оптимизацискиот дизајн на заварувачкиот спој

Поделен жлеб по анализа на вибрациите на рогот за заварување на лента, рогот за заварување може да се подели на телото на крајната единица и средната единица ќелија, користејќи го методот на методот на очигледна еластичност и ефектот на далноводот, должината на четирите различни единици се дадени соодветно и насока на равенката со висок степен на фреквенција, равенката за фреквенција може да се користи за дизајнирање на рог за заварување со долги шипки, но процесот на дизајнирање е комплициран, Изборот на некои параметри зависи од искуството и не е погоден за инженерска примена.Во овој труд, спојот за заварување со ленти е поделен на неколку еднакви елементи со разумно процепување, а равенката на фреквенцијата на елементот на заварувачкиот спој е добиена со методот на преносна матрица, што дава теоретска основа за дизајнот на спојката за заварување на ленти.Дизајнот има едноставна теоретска пресметка и очигледно физичко значење, што обезбедува едноставен и лесен метод за инженерски дизајн на лента
заварувачки спој.

Време на објавување: Мар-17-2022 година